
1 / 5
The new generation DA-Touch controls offer an even higher grade of efficiency in programming, operation and control of today's press brakes. Ease of use combined with state-of-the-art technology go hand in hand, improving productivity. The touch screen gives access to the proven Delem user-interface and enables direct navigation between programming and production. Functions are directly located where you need them, offering optimised ergonomics throughout the application. The DA-66S offers 2D programming that includes automatic bend sequence calculation and collision detection. Full 3D machine set-up with multiple tool stations giving true feedback on the product feasibility and handling. Highly effective control algorithms optimise the machine cycle and minimise set-up time. This makes using press brakes easier, more efficient and more versatile than ever.
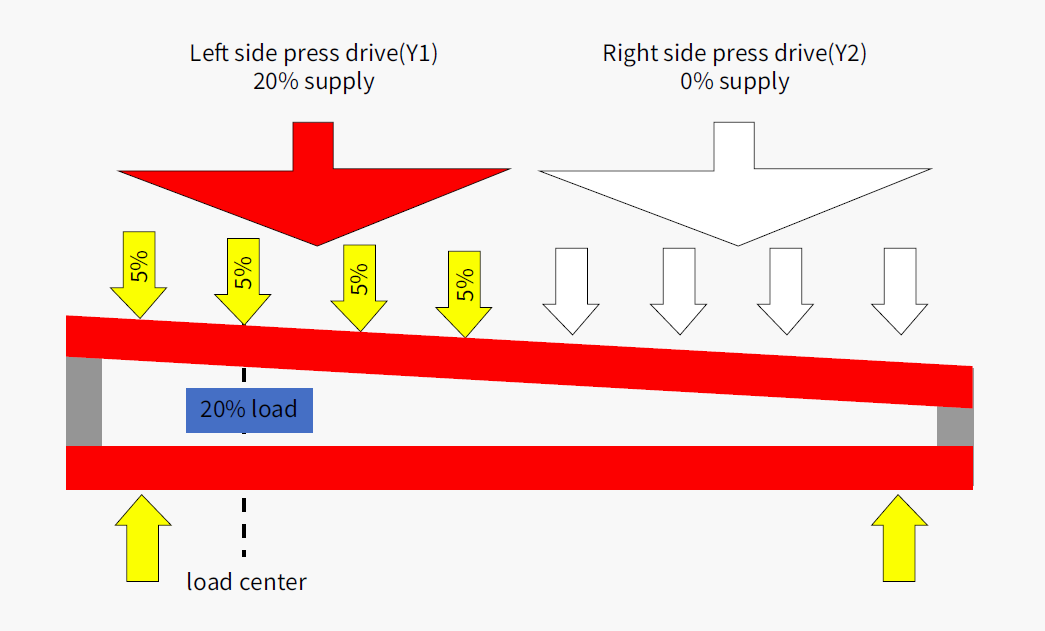
In this system each cylinder operates independently. Linear encoders are mounted on a separated sub frame on each side of the machine. These encoders combined with servo hydraulic valves and the CNC command center, provide a 0.001mm accuracy and the ability to program all ram position, speeds and ram tilt. The decompression point is also programmable, this feature along with programmable speeds is very useful when bending large sheets.

Simply get started and program, our machine is equipped with DA-66T control system. The new generation DA-Touch controls offer an even higher grade of efficiency in programming, operation and control of today’s press brakes. Ease of use combined with state-of-the-art technology go hand in hand, improving productivity.

The foundation of every press brake is a solid, mono-block frame made from mill certified, high-yield steel. As a result, our press brakes perform accurately and reliably year after year. We are so confident in our frames that we offer a 10-year warranty with our standard machine.
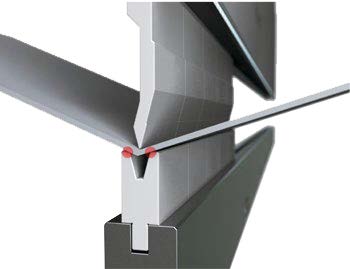
The numerical control system controls the electro-hydraulic proportional directional valve, and forms a fully closed-loop digital control method of the bending depth through the feedback of the grating ruler. The CNC system can automatically calculate the bending depth according to the selected mold angle, opening, R size and sheet thickness. The imported grating ruler directly measures the position of both sides of the slider, and has a throat deformation compensation mechanism to ensure the consistency of the same angle.
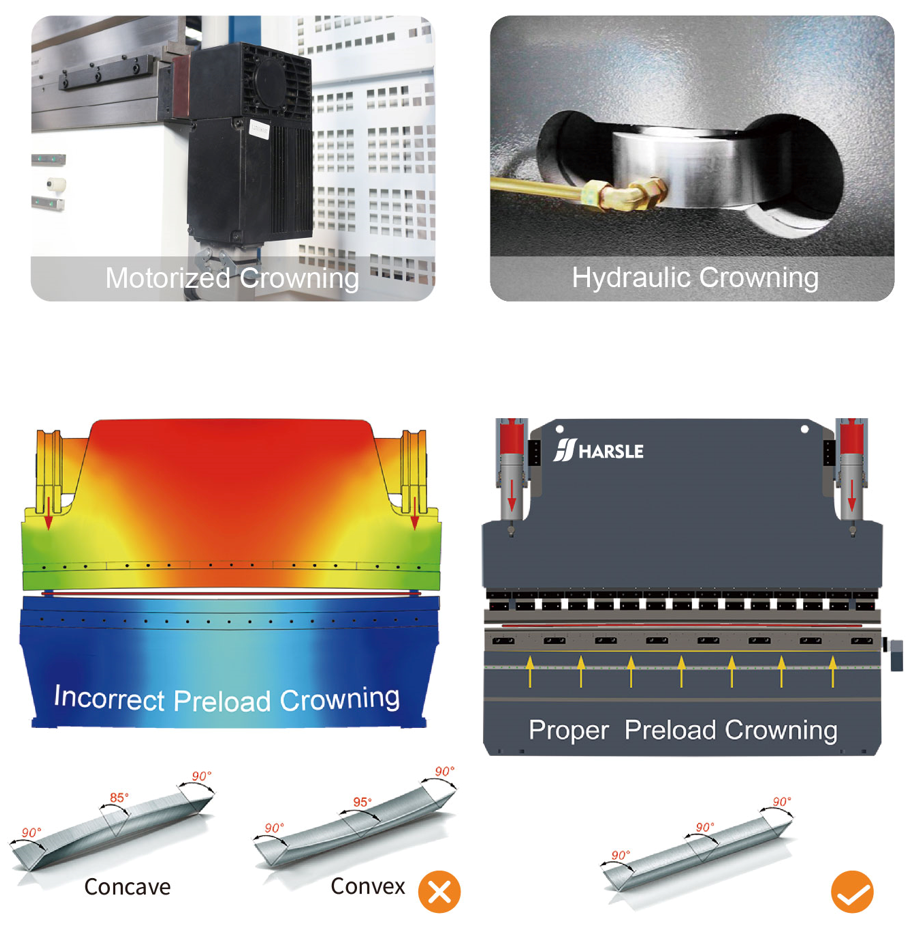
CNC electro-hydraulic bending machine is an important equipment in sheet metal processing, its work accuracy directly affects the bending accuracy of the workpiece. Bending machine in the workpiece bending process, due to the maximum force on both ends of the slider, the reaction force of the plate bending leads to concave deformation on the lower surface of the slider, the middle part of the slider deformation variable is the largest. The stress can cause the ram and worktable some deformation during the process of bending; the CNC crowning can make relevant compensation to the ram deformation, which improves the precision of press brake by a wide margin. It is specially applied to make some high precision products such as stainless steel.
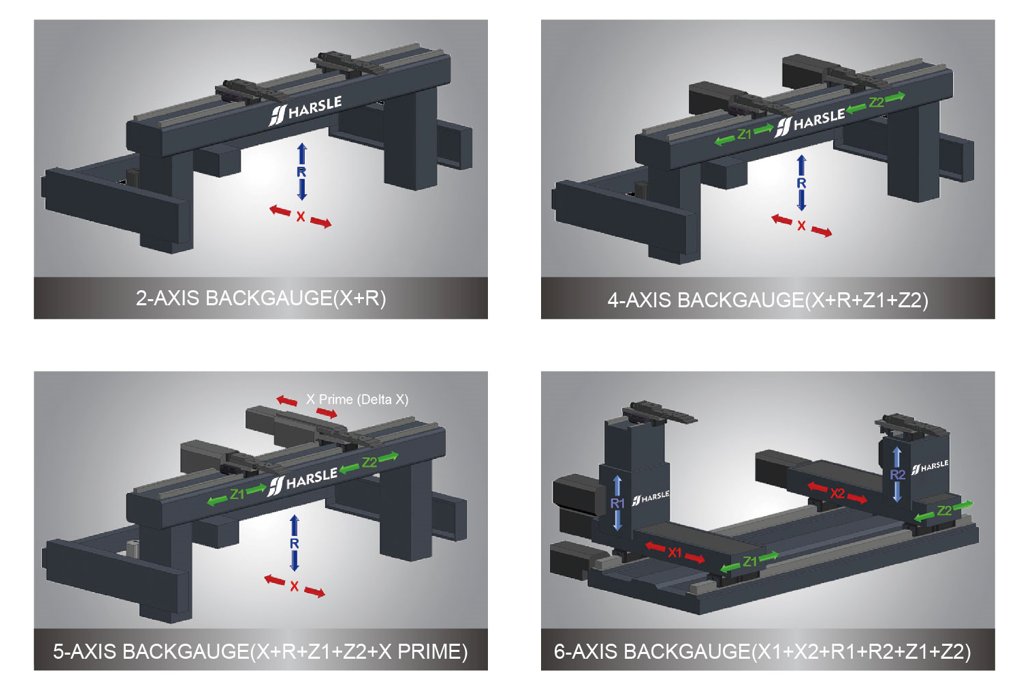
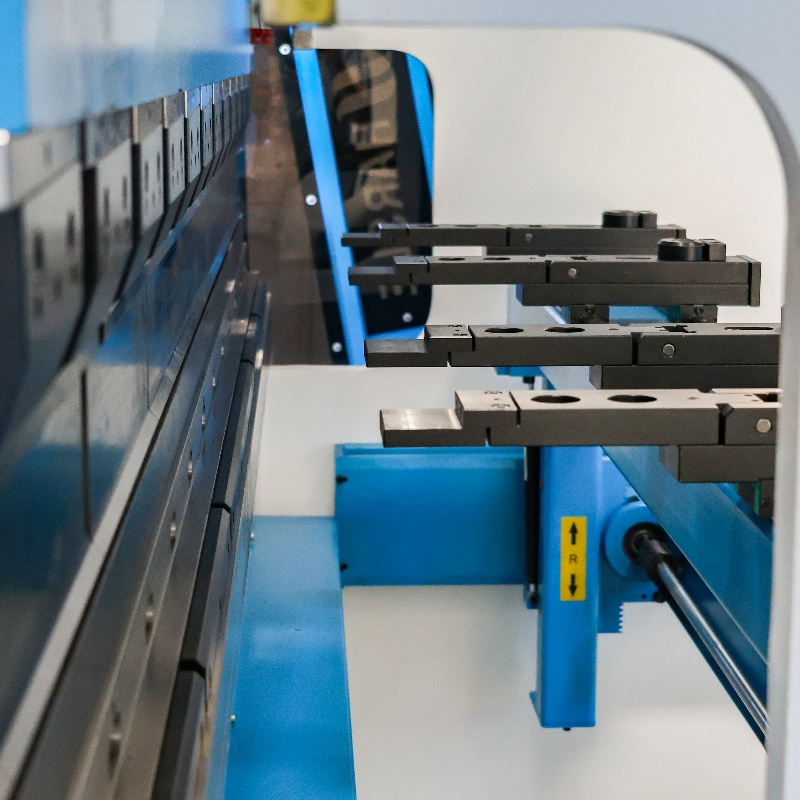
CNC Backgauge is the most important part in the press brake machine, different options will be used in different situations. The more complex backgauge system, the more complex product can it bend. Actually we offer 4 types of backgauge systems for selection, they are 2-AXIS backgauge, 4-Axis backgauge, 5-Axis backgauge, 6-Axis backgauge. You can choose different backgauges according to your budget and bending products.
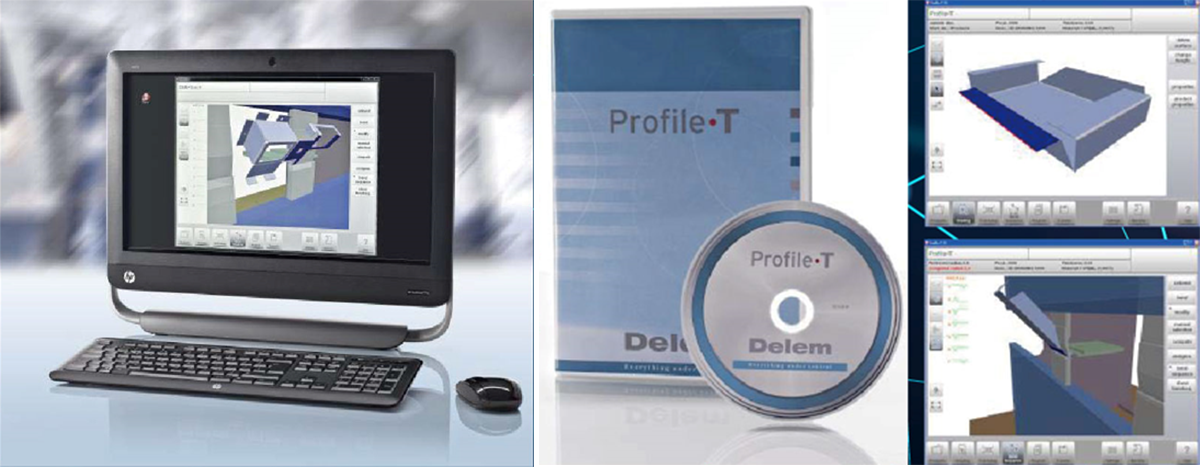
Offline software maximises machine efficiency and production output of press brakes. The Profile-T software facilitates offline programming and simulating the bending process. Production preparation, makeability and tooling verification, operator training, adding notes for production and many other functions can be carried out offline. The Profile-T software offers advanced programming in 2D/3D in line with the controller software. The steps from the start of programming to the desired program including its transfer to the control are clearly embedded in the user interface. Programming the product graphically shows a true scale representation of the intended product. Realistic product visualisation gives feedback on feasibility, collisions, required tools and tool adapters for production.
| No. | Item | Unit | Quantity (In total) |
|---|---|---|---|
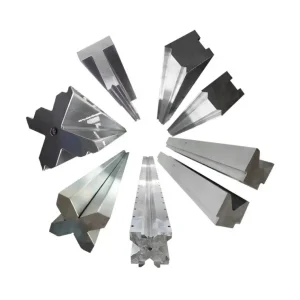
| 1 | Punch and die | set | 1 |
| 2 | Front support arms | piece | 2 |
| 3 | Foot switch | piece | 1 |
| 4 | O-ring and combination gasket | set | 1 |
| 5 | Foundation bolts | set | 1 |
| 6 | Oil gun | piece | 1 |
| 7 | Allen wrench | set | 1 |
| 8 | Operation Manual | copy | 1 |